
电车的心脏部件是什么?其安全保障的关键因素又是什么?而影响续航体验的核心要素又是什么呢?这三个问题的共同答案,无疑是电池。
据国家应急管理部揭露,电池热失控现象已成为新能源汽车起火的主要元凶。因此,电池安全问题已然成为消费者心中的重中之重。若无电池安全作为基石,一切其他方面的探讨都显得苍白无力。
在小米汽车的设计蓝图中,电池系统自始至终都被置于首位。通过深度自研的软硬件结合,我们致力于在结构、电气以及热安全三个维度上,实现对潜在风险的精准预判与对用户的周全防护。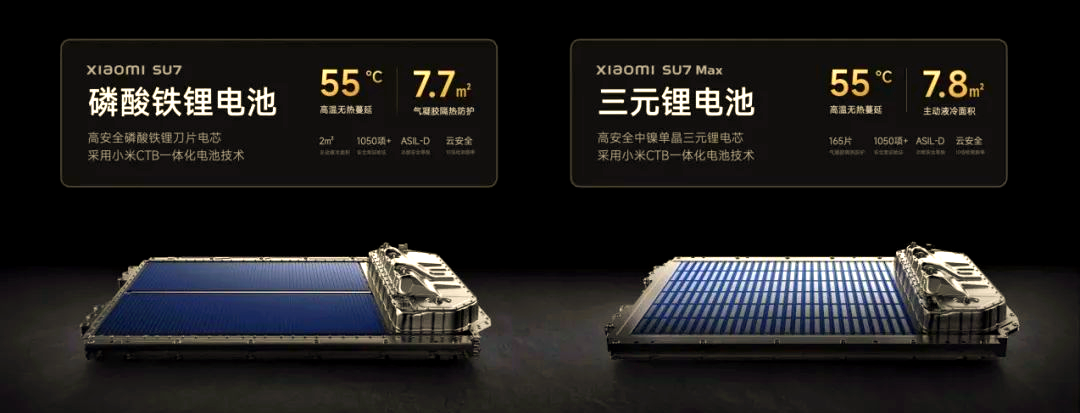
小米SU7所采用的电池技术
小米SU7标准版配备了来自弗迪(比亚迪子公司)的刀片电池,而Pro和Max版则分别选用了宁德时代的神行电池和麒麟电池。
小米SU7在-15℃低温环境下表现出色
此外,小米SU7在低温环境下也展现出了卓越的性能。无论是标准版、Pro版还是Max版,都能在-15℃的条件下稳定工作,为消费者带来可靠的耐用体验。
创新结构设计,全方位守护电池安全
电池的结构设计,是其安全性能的基石。小米汽车在电池安全方面,不仅选用了化学成分最稳定的中镍单晶麒麟电池,更通过一系列先进的技术创新,为电池提供了前所未有的坚固保障。其中,全行业首发的CTB电芯倒置技术,实现了电芯与泄压阀的同步倒置,这在电池技术领域尚属首次。这一创新结构设计,使得在极端情况下,电池的能量能够定向向下释放,同时结合无孔化电池上盖设计,进一步增强了电池的安全性。
重冗余的排烟通道设计,旨在最大程度地确保乘员舱的安全。这一设计不仅保障了极致的安全性,还实现了高压连接线、排气系统以及底部防护系统的空间共享,从而释放了7mm的纵向空间,进一步优化了车内空间,提升了驾乘体验。
这不是简单的结构调整,而是涉及结构、工艺和导电材料等全方位的创新。例如,为防止冷却液泄露引发短路风险,小米汽车特制了电导率极低的冷却液,其电导率仅为传统冷却液的1/40。通过增大短路电阻,有效降低了温升,确保电池系统在持续浸泡下仍能保持稳定,从而从根本上解决了冷却液意外泄露的风险。
此外,电芯倒置还面临电解液浸泡关键机械部件的稳定性挑战。小米汽车通过采用抗高温的定制高标准添加剂和溶剂,有效缓解了高温时电解液的氧化作用,拓宽了其最高耐受温度范围。同时,结合定制型的极柱密封圈、2倍防腐要求的泄压阀结构以及专利双重电芯内隔离强化结构,经过超过16项的超标准验证,确保了电芯的基础使用寿命达到15年以上。
17层高压绝缘防护,确保安全无虞。小米汽车还创新采用了行业领先的主动冷却技术,其双大面冷却面积高达7.8m²,远超行业平均水平,达到惊人的4倍。此外,电芯两侧还精心铺设了,以确保最佳冷却效果。
65片业内领先的气凝胶隔热材料,可承受高达1000°C的高温。在严苛的测试中,我们的工程师展现了对创新材料和工艺的深厚自信,他们敢于将手紧贴气凝胶材料,另一侧则直接用1000°C的喷枪火焰进行炙烤,而气凝胶依然保持完好。得益于全链路无死角的热电安全防护,小米汽车树立了行业最高的电池安全标准。在55°C满电场景下(行业最高标准为50°C),电池能确保无热蔓延、无明火,真正实现安全无忧。此外,小米CTB电池还采用了创新设计,提供全方位14层硬核物理防护,特别是在电池结构安全方面,针对侧碰和刮底等难题,小米CTB一体化电池技术展现出卓越的性能。
层顶部支撑、3层侧碰防护以及8层底部防护结构,共同构成了小米CTB电池的全方位14层硬核物理防护。即便面临一系列严苛的叠加破坏测试,该电池仍能轻松应对,并成功完成最严苛的IP6K9K密封测试。此外,小米车云协同安全预警系统每秒能检测电池800多个信号,其检测频率高达行业平均水平的10倍,数据量更是超过国家标准2倍以上。该系统24小时全天候值守,确保电池安全无忧。同时,小米全栈自研的电池管理软件已实现ASIL-D最高功能安全等级,为紧急情况下的电池安全提供了坚实保障。
在面临各种极端情况时,小米CTB电池展现出卓越的安全性。仅需4毫秒,电池便能迅速切断电流,从而确保车内人员的安全。不仅如此,该电池还通过了严苛的碰撞、挤压、火烧、水泡以及过充等多重测试,每一项都验证了其出色的安全性能。
经过1050项严苛的安全测试,小米电池在每一项指标上都轻松达标。这些测试项目数量是国家标准的20倍,而可靠耐久测试的时长更是达到了国家标准的96倍。此外,我们还进行了与电池相关的整车测试,累计续航里程达到335万公里,累计充电次数4.4万次。在各种极端的测试环境下,电池都展现出了卓越的性能,无论是高达80摄氏度的地表温度,还是低至-35摄氏度的环境温度,都无法撼动其稳定的性能。这一切都得益于我们先进的创新设计、精湛的材料工艺以及全面的测试流程。
首创电芯倒置技术,守护乘员舱安全
在电池技术领域,电芯倒置并非新鲜事物,泄压阀的倒置也曾有过先例。然而,将这两者相结合,即CTB电芯的整体倒置设计,却是一项前所未有的创新。小米汽车为何要采用这样的技术方案?这背后的考量在于对电池安全与空间利用的双重追求。
在电池安全方面,泄压阀扮演着至关重要的角色。它类似于保护电池的“最后一道防线”,在电芯过热时负责释放能量。传统的电池包设计通常将泄压阀朝上,这样一旦电芯发生热失控,其释放的能量可能会对乘员舱的安全构成威胁。而通过整体倒置设计,小米汽车有效地改变了这一状况,确保了乘员舱的安全性。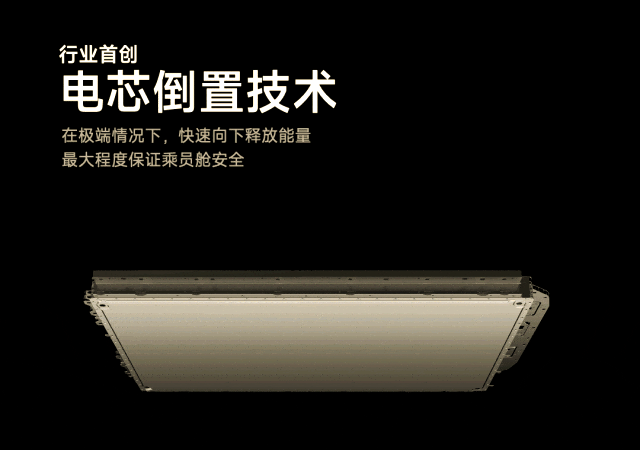
泄压阀的倒置设计,为乘员舱安全构筑最后一道防线
小米汽车首创的CTB电芯倒置技术,不仅将电芯倒置,更同步倒置了泄压阀。这一设计巧妙之处在于,即便电芯发生热失控,高压高温气流也能通过倒置的泄压阀沿底部排气通道顺畅排出。在极端情况下,有毒烟气同样会经由底部排向车外,从而最大程度地保障了乘员舱的安全。
然而,电芯倒置也带来了一些新的技术挑战。由于电芯的极柱和泄压阀将被电解液浸泡,这可能导致电解液工作温度升高、寿命下降。为了解决这一问题,我们与宁德时代紧密合作,进行了大量的验证实验,并成功定制了大分子耐高温电解液。这种电解液的工作温度较传统电解液提高了10~15°C,不仅解决了浸泡问题,还使得电芯整体的使用寿命提升至15年以上。
此外,泄压阀的倒置也可能加速其腐蚀。为此,我们采用了航空级耐腐蚀材料,并经过长达600天、超过60次的防腐测试,确保其同样具备超15年的使用寿命。同时,我们还对泄压阀进行了密封和结构的加强,从而彻底解决了电芯倒置带来的各种技术难题。
最强主动冷却技术,散热隔热,守护电池安全
在电池安全领域,热量一直是一个不可忽视的隐患。当一颗电芯出现过热时,往往是散热措施不足;而多颗电芯同时过热,则可能是隔热性能存在问题。为此,我们的电池包配备了行业顶级的散热和隔热能力,包括17层高压绝缘防护,并采用了定制的最强主动冷却技术,确保电池在极端情况下也能保持稳定。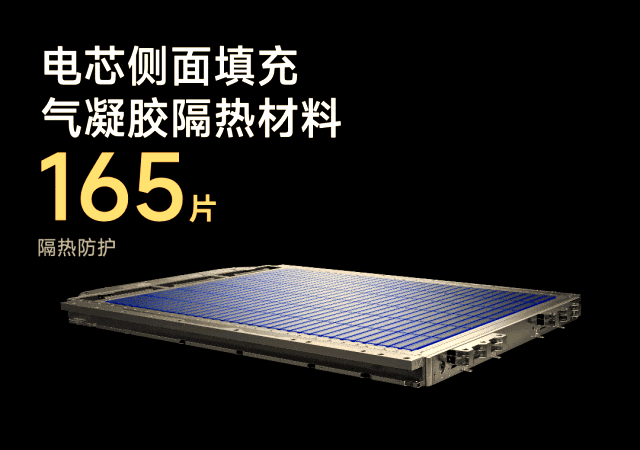
电芯两侧精心铺设了0.6平方米的气凝胶,这种隔热材料曾广泛应用于宇航服,具备出色的耐高温性能,可抵御高达1000°C的温度,确保电池在极端环境下也能保持稳定。此外,我们还采用了双大面冷却技术,其冷却面积高达7.8平方米,是同级产品的4.5倍,位居行业前列。这些创新技术共同构成了我们电池包在散热和隔热方面的卓越性能。
在全方位、无死角的热电安全防护体系下,小米设定了行业最为严苛的电池安全标准。这一标准确保电池在满电状态下,即便面临55°C的高温环境(超出行业普遍标准的50°C),且水冷系统无法工作时,仍能做到无明火产生,无热蔓延现象,从而树立了全球领先的电池安全新标杆。
物理防护行业顶级
最严苛的侧面与底部防护
在电池结构安全方面,侧碰和底部刮擦是最大的挑战。小米采用的CTB一体化电池技术,提供了高达14层的严密物理防护,经受住了2倍载荷振动、3.6倍冲击以及48倍泡水的严苛叠加测试,同时仍能完美通过IP6K9K的密封性测试。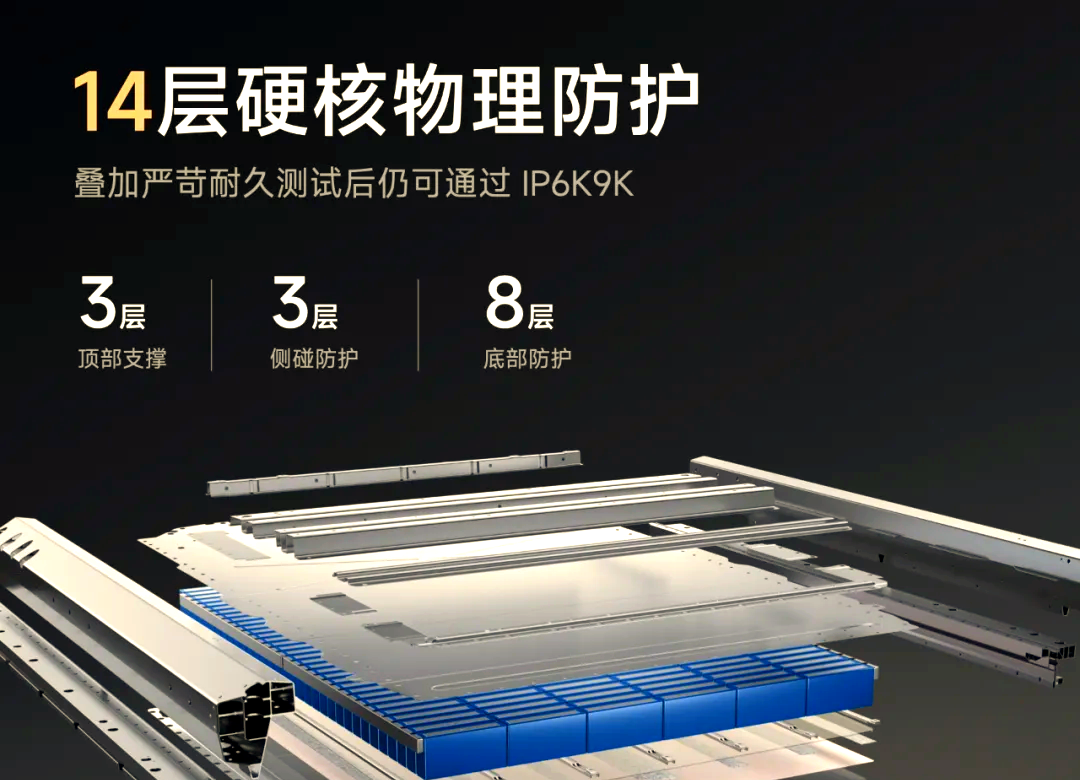
小米CTB一体化电池技术构建了全面而严密的14层物理防护体系。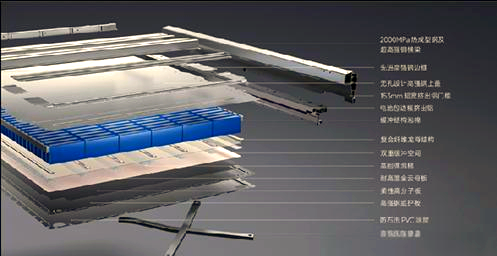
小米CTB电池包以其独特的「金钟罩」结构设计而闻名。这一设计不仅提升了空间利用率,更为电池提供了额外的安全保障。其门槛部分挤出的铝材料宽度超越了市场上的竞品,显示出卓越的结构安全性。在电池的顶部,采用了抗拉强度高达2000Mpa的防碰撞热成型钢横梁,这一强度甚至超过了核潜艇结构钢。而侧面则设计了20宫格三重碰撞缓冲结构,包括挤压铝梁、门槛和缓冲结构泡棉,其中门槛宽度达到了惊人的153mm,位居行业前列。此外,小米还对整车侧向碰撞对电池的保护结构进行了全面考量,不仅覆盖了驾驶位,还扩展到了每一个成员位置,这样的保护措施是欧美法规要求点的四倍。在电池的底部,小米同样精心配置了8层防护结构,为电池的安全提供了全方位的保障。
2. 复合纤维龙脊结构:提供超强底部支撑,其拉伸强度高达1000Mpa以上。
3. 双重缓冲空间:采用双层防护设计,中间设有15mm的缓冲层,进一步增强安全性。
4. 高回弹泡棉:选用专业级吸能材料,具备高压缩吸能特性。
5. 耐高温金云母板:采用金色硬质云母板,隔热性能极佳,能耐温高达1050℃。
6. 柔性高分子板:采用超强耐冲击材料,有效预防底部尖锐物刺穿钢防护板。
7. 高强钢底护板:选用极限强度钢,为箱体提供坚实的底部保护。
8. 防石击PVC涂层:具备抵御碎石冲击的能力,保护钣金面电泳漆不受损伤,进而防止金属腐蚀。
9. 高强钢防撞梁:作为底部保护的首道防线,为电池提供强有力的支撑。
这些精密的防护措施,使得小米CTB电池能够轻松应对高强度的刮底、托底、球击以及冲击等严苛测试。
24小时守护电池安全
小米在电池安全方面展现出领先自研能力,通过BMS安全防护系统,实现对电池异常的实时预警。该系统采用行业顶尖的全局1秒安全信息响应速度,每秒采集超过800个电池特征信号,是国标规定的两倍。这样的技术实力,使得小米能够提供三重全场景安全预警,确保电池在24小时内都受到严密守护。
全生命周期云端监测预警
实时守护电池安全
除了物理层面的保护,小米还构建了动力电池云端大数据平台。在车辆行驶、充电以及静置过程中,该平台会持续采集电池数据,并通过小米专网将这些数据上传至云端进行分析。根据数据分析结果,系统能提前做出安全预警,为电池提供全方位的守护。这一技术不仅延长了电池的使用寿命,更确保了电池在全生命周期内的安全。
24小时“全天候”安全监控三重机制,确保实时监测异常并报警:
电池包内置气压传感器,实时监控电池包内气压,任何压力异常都会立即唤醒BMS和整车系统,并上传至云端进行报警。同时,电池采样芯片也在持续监控电池的温度和电压,一旦发现过温、过压或欠压等异常情况,同样会触发BMS和整车系统进行预警。在整车休眠状态下,BMS会定时主动唤醒(唤醒间隔不超过60分钟),静默监控电池包的安全状态。
此外,小米还采用了三重冗余热失控监控和报警策略,确保热失控报警信号能够及时发出。该策略在传统的“BMS系统+车企大数据平台”双重报警基础上,增加了VCU整车监控报警策略,三大报警线路实时同步工作,形成三重冗余,从而大大提高了报警的及时性和准确性。
小米全栈自研的电池管理软件已达到ASIL-D最高功能安全等级,为电池安全提供了强有力的保障。在电池包内增加的电子信号控制的「毫秒级机械分断」功能,更是在紧急情况下能够实现快速、可靠的断电保护。
毫秒内迅速切断电流,确保车内高压安全无忧。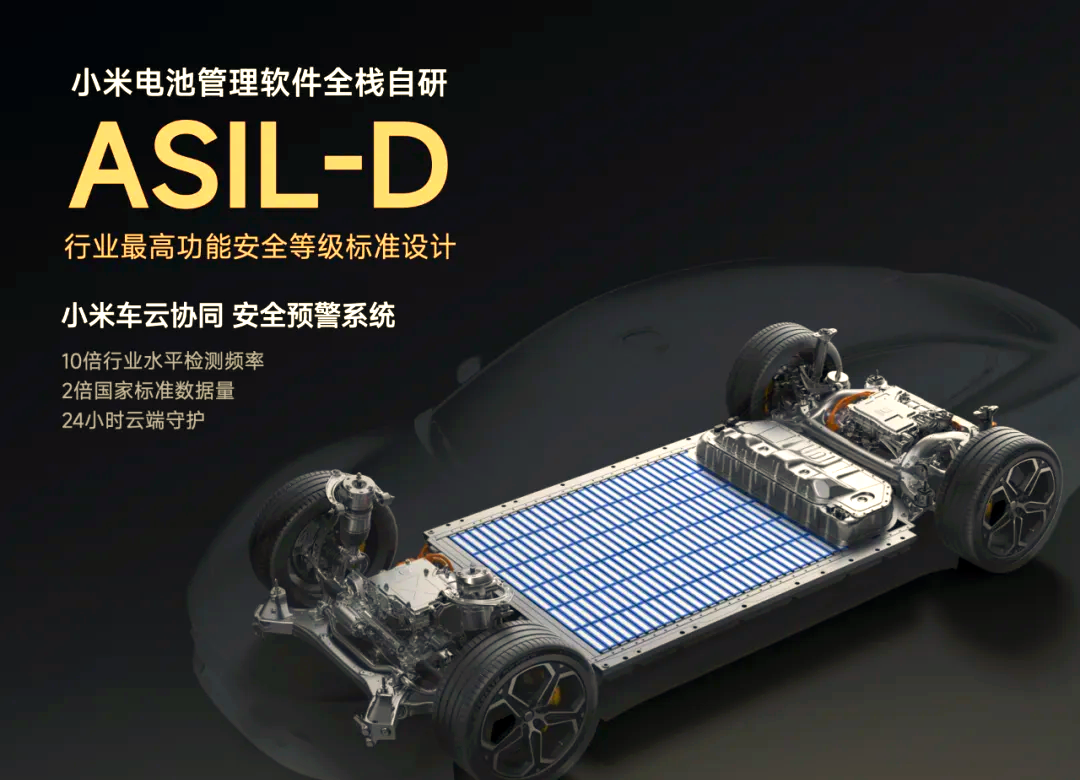
小米自研电池管理软件,达到ASIL-D最高功能安全等级。
其系统架构经过精心设计,针对电池安全监控和高压分断进行充分冗余,采用主动与被动双保险丝、双路高压电流传感器、高压继电器冗余控制以及控制器主从双向通讯等技术方案,确保满足功能安全ASIL-D的最高标准,甚至超越了国家推荐标准ASIL-C。值得一提的是,ASIL-D是安全保障的最为严苛的等级,通常只有安全气囊、防抱死系统和动力转向系统等关键部件才能达到此评级,而小米电池管理软件也成功跻身其中。
在硬件方面,该软件设计的五大核心芯片均达到ASIL-D标准,其随机硬件失效概率最低可至每运行10^8小时才失效一次。软件设计则采用多安全隔离方案,满足安全通讯需求,并结合多重软件安全机制,如冗余关断路径、高压暴露监控、多级充放电控制、电芯安全监控以及漏液诊断等,全面符合ASIL-D标准。此外,单点故障诊断覆盖率严格超过99%,多点故障诊断覆盖率也不小于95%,最高可达99%以上,远超行业标准要求。同时,所有单点安全故障信息都会上传至云端监控平台,配合移动终端与售后服务,实现对电池全寿命周期的安全监控与预警。
小米的CTB一体化电池技术,在提供澎湃动力的同时,也兼顾了效率,成为全球首个实现“四驱+100kWh电池+800km续航”极致能效的汽车技术。该技术通过逐步拆解安全防护措施,力求在每一毫米、每一毫秒内都进行严密的安全防控。这种极致的效率和安全性,正是小米CTB技术所拥有的不惧任何挑战的自信所在。


全部评论 (0)