
蔚来ES8是蔚来汽车的一款中大型电动SUV车型,其中“E”代表“电动”,“S”代表“SUV”,“8”代表性能等级。ES8定位于快速增长的7座SUV市场(新款为6座),面向一二线城市的新生代核心家庭,作为蔚来汽车的首款车型也迎来了新款蔚来ES8。
车身结构
全新ES8车身侧面延续了悬浮式车顶的设计,车身长宽高分别为5099x1989x1750mm,轴距达到了3070mm,车长相较上一代多了77毫米,轴距增加60毫米,车型尺寸对比如下表所示。
从外观来看,这一次全新ES8也是遵循了蔚来产品第二代的设计语言,相比于老款来说,在前脸上的提升也是非常大,像新车也是采用了时下流行的分体式大灯组设计,再搭配全封闭式的前脸也更符合一台纯电动车的调性。尾部造型确实要比老款要好看不少,细长的贯穿式尾灯组搭配简约厚实的设计,也让整车看起来更加协调。


车身材料
蔚来ES8基于全铝车身平台打造,白车身骨架重量为335kg。车身铝材占比91.5%。在前纵梁部位选用了航空级7系铝合金,以提升碰撞吸能性。
全新蔚来ES8延续了蔚来ES8全铝车身架构,铝合金含量90.5%。后地板采用一体压铸(一体压铸绝对是未来趋势)。
据悉蔚来ES8后地板压铸机达到8800吨,轮罩部位与后地板集成的结构设计,前后部为镂空结构。
▲ 后地板压铸件结构图
车身其他部位基本延续之前结构,型材延续之前断面结构或平台先有截面进行结构优化,车身结构件根据造型及内饰外饰等安装变化进行局部调整。更大的实现沿用及减少开发周期(仅个人分析)。
连接工艺
全新ES8白车身使用7种先进的连接技术,基本延续之前的连接工艺,分别为FDS(热融自攻钻)、RSW(铝点焊)、CMT(冷金属过渡弧焊)、SPR(自冲铆接)、Adhesive结构胶、Laser(激光焊接)、Monobolt(高强度抽芯拉铆),通过多种连接工艺,合理应用在不同部位,确保车身连接强度,使可靠性和稳定性达到最佳,提高整车安全性。同时在连接工艺种类不变的情况下减少连接数量及连接工艺。
01
FDS
FDS在目前全铝车身中通常是应用在其他连接工艺无法满足要求时的区域,他最大的优势就是不受空间限制,只需要单侧空间就可以实现连接,通常应用在构成封闭空间的部位,且铆钉可拆卸,但是会增加车重,蔚来ES8的侧围与门框梁、车身前纵梁与前塔座,地板横梁与门槛梁,后铸件与后轮罩等区域。
02
SPR
SPR 工艺是一种在铆钉与板料之间形成牢固互锁的冷成型工艺,过程需要双侧空间,压入侧与零件持平,对空间没有影响,另一侧凸起,是密封和空间需要考虑的因素,蔚来ES8在侧围内外板之间,地板与骨架之间,铸件与周边搭接件等部位应用,整车共使用1600个左右,具有接头强度高,质量好的特点。
▲ SPR侧围应用图
03
Monobolt(高强度抽芯拉铆)
这种连接工艺并不是以受力零件发生塑性变形来实现金属之间的连接,而是通过抽芯铆钉的变形实现与零件的连接,零件需提前开孔。蔚来ES8在门槛梁区域、前纵梁等区域应用,为了实现零件直接的连接或者是为了零件的定位,辅助电池的安装。
▲ 抽芯铆钉门槛应用图
04
Adhesive结构胶
ES8的车身拼接中使用了大量的结构胶,目前在全铝车身应用铆接和焊接工艺的地方还会对两层铝板间涂胶,其作用不仅仅是粘接,在一定程度上也起到缓冲的作用,提高整车的机械疲劳耐久性能。提升连接强度及剪切力 。
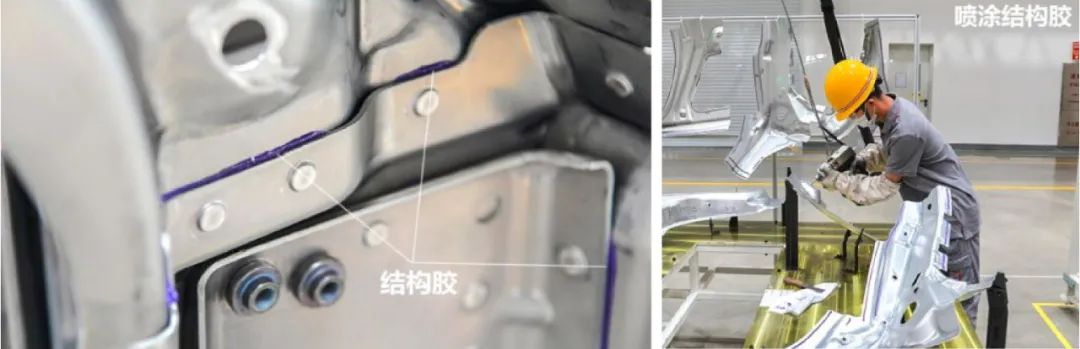
▲ 结构胶应用图
05
Laser(激光焊接)
激光焊接是利用激光束使材料融化,在冷却后成为一块连续的固体结构,激光焊接能力集中,成形快变形小,让铝材能在原子层面融化,在保证强度的同时也更美观,蔚来ES8激光焊接主要应用在侧围、车顶、车门区域。下图应用在侧围区域处为激光熔焊。
▲ 侧围区域激光焊接
螺丝君经验与总结
全新ES8作为蔚来的旗舰SUV,历时5年产品力在不断提升,而蔚来ES8承担着蔚来家族高端市场的前行者,全新蔚来ES8通过不断优化不断提高其产品力,来看看接下来的市场表现吧。
今天的话题,就分享到这里,不当之处,欢迎批评指正;若您有任何疑问或建议,或需要进群交流的小伙伴,可关注螺丝君微信公众号:GAF螺丝君(GAF-luosijun)


全部评论 (0)