

汽车制动系统中,防抱死制动系统(ABS)是保障行车安全的核心组件,其核心功能是通过实时监测车轮转速,防止紧急制动时车轮完全抱死。ABS齿圈信号感应装置作为数据采集的关键部件,通过与轮速传感器配合,将机械旋转转化为电信号,为ABS控制单元提供精准的车轮转速数据。这一过程直接影响制动时的车辆稳定性,尤其在湿滑路面或急转弯场景中,其可靠性直接关系到行车安全。
一、技术原理与核心材料:
ABS齿圈信号感应装置的核心在于齿圈的制造工艺。当前主流方案采用铁基粉末冶金技术,通过雾化法制备铁基粉末(粒径控制在50-150微米),经模压成型形成齿圈毛坯,再通过机床加工确保齿形精度。该工艺的关键优势在于材料成分可精准控制(铁含量≥90%,余量为铜、碳等元素),通过调整配方可优化齿圈的耐磨性与磁导率,从而提升信号感应的稳定性。此外,铁基材料的高导磁性可增强传感器信号强度,降低外界电磁干扰的影响。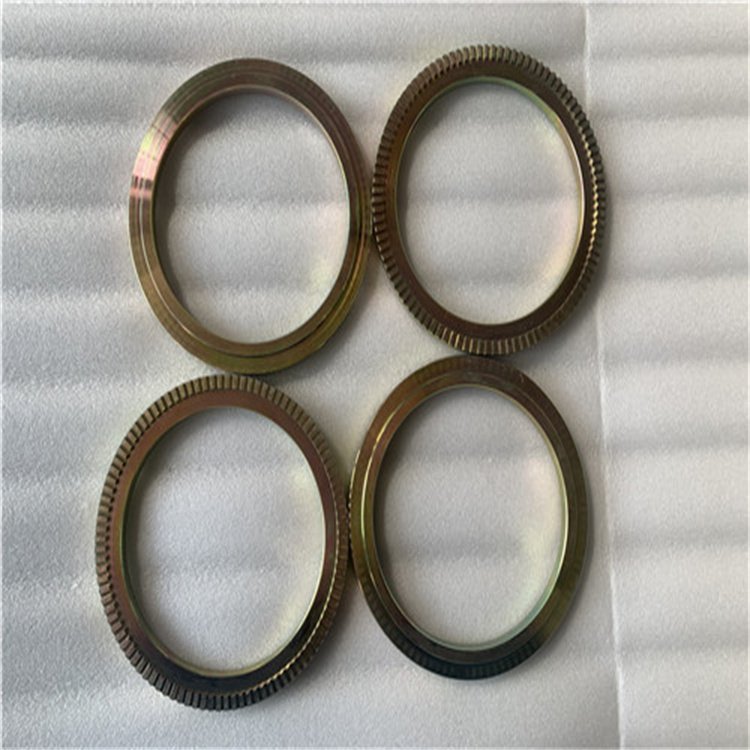
二、制造工艺与质量控制:
齿圈的成型过程分为三步:首先通过硬质合金模具模压成型,确保齿圈的初始密度达到6.8-7.2g/cm³;随后进行高温烧结(温度控制在1120-1180℃),使粉末颗粒间形成冶金结合;最后通过机床加工修正齿形误差(公差控制在±0.05mm以内)。表面处理采用无铬环保达克罗工艺,通过多层锌铝涂层形成致密防护层,耐盐雾时间可达500小时以上,有效抵御制动液、融雪剂等化学腐蚀。模具设计方面,钢模与硬质合金模具的组合使用,既保证了批量生产的稳定性,又延长了模具使用寿命(可重复使用5万次以上)。
三、应用场景与技术适配性:
该技术方案适用于各类乘用车与商用车的ABS系统,尤其在湿度较高的环境(湿度范围0.1-95%RH)中表现稳定。铁基粉末冶金的低热膨胀系数(11.5×10⁻⁶/℃)确保齿圈在-40℃至150℃温度范围内尺寸稳定,避免因热胀冷缩导致的信号失真。开模周期20-25天的特性,使其能够快速响应不同车型的定制需求,通过调整齿数(通常为40-120齿)、模数(1.5-3mm)等参数,适配从微型车到重型卡车的制动系统。此外,粉末冶金工艺的近净成型特性,使材料利用率达到95%以上,相比传统锻造工艺减少30%的加工余量,降低了生产成本。
四、实际表现与行业验证:
在实际路测中,采用该技术的ABS齿圈信号感应装置表现出高可靠性。在连续10万公里的耐久测试中,齿圈磨损量小于0.02mm,信号强度衰减不足5%,满足国际标准ISO 7637-2的电磁兼容性要求。多家主机厂的配套数据显示,该方案可使ABS系统误触发率降低至0.003%以下,显著优于行业平均水平。其无铬环保表面处理工艺,也符合欧盟RoHS指令与REACH法规,为出口车型提供了合规保障。


全部评论 (0)